da Token, appunti e ipotesi di Quadri Marco – gennaio 2022
Il Dr. Tanimura dice a proposito: “per ottenere l’utsuri il materiale impiegato può avere la sua importanza ma ciò che più conta è il riscaldamento della lama, in particolare, prima della tempra”.
Il Maestro Mishina Kenji scrive: “l’utsuri è un vago riflesso visibile fra lo ji e lo shinogi-ji concernente un tipo di stoffa di solito più tenero rispetto al resto dello ji-hada”.
Il Maestro Yoshihara Yoshindo che dice essere solito temprare acciai allo 0,70% di C puntualizza l’enorme abilità richiesta al forgiatore per ottenere l’utsuri poiché questo avviene soltanto con particolari condizioni di temperatura e composizione degli acciai. La lama viene riscaldata a circa 800°C, il mune fra i 700° e 720°C, mentre la zona dove si vuole ottenere l’utsuri fra i 750° e i 760°C.
A queste temperature l’acciaio è in fase di transizione dalla perlite all’austenite. Si presume che l’utsuri compaia in relazione alle microstrutture complesse di ferrite e perlite benchè analisi approfondite ancora non esistono. Il Maestro Yoshihara infine conclude “se le piccolissime tolleranze di temperatura su esposte non vengono rispettate o se le temperature stesse non sono uniformi lungo la lama, si può produrre un utsuri irregolare o anche nessun utsuri”.
Un cenno di metallurgia
Eutettoide:
Miscela di due (o più sostanze) con punto di solubilità inferiore a quella di entrambi i componenti. Nella lega Fe + C si ha l’eutettoide con C = 0,77% cui corrisponde una temperatura di solubilità di 727°C dove la fase gamma (austenite) si trasforma in struttura lamellare composta da ferro alfa (ferrite) e Fe3C (cementite).
In caso di rapido raffreddamento (Yaki-ire) la perlite si trasforma in perlite finissima, detta troostite.
Perlite:
Si forma dalla decomposizione alla temperatura di 723°C dell’austenite avente un contenuto di C = 0,80%. Il contenuto di C nella perlite lamellare resta costante per ogni % di C, cioè 0,80%. La perlite è un composto di ferrite + cementite.

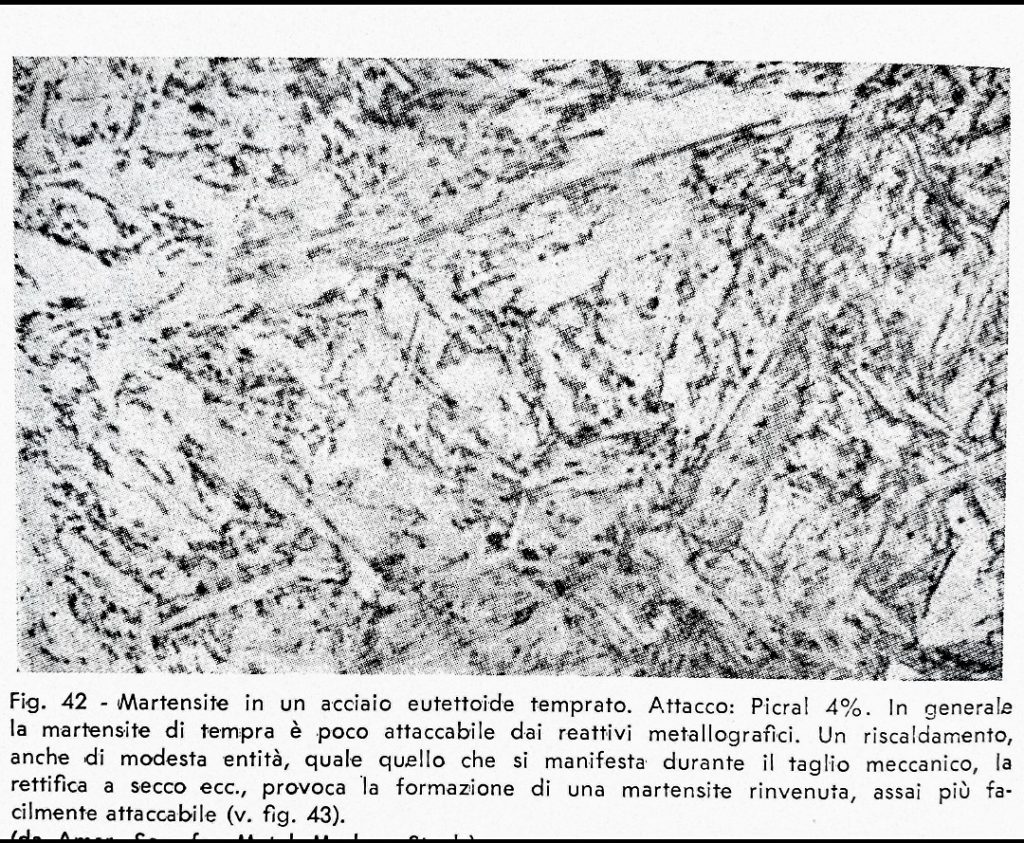
Martensite:
Costituente aciculare formato da soluzione solida interstiziale soprassatura di C nel ferro alfa (ferrite). Il reticolo di quest’ultimo risulta deformato ed assume geometria tetragonale. Si ottiene per trasformazione diretta dell’austenite a temperature inferiori a 200°C mediante raffreddamento con velocità superiore a quella critica.
Ricordo che la trasformazione diretta da austenite a martensite è a scatto, ossia senza diffusione; anzi, questa è la caratteristica di tutte le trasformazioni al di sotto del punto Ms (200°C), mentre quelle al di sopra hanno diffusione perlite-troostite.
Nota: la durezza della martensite al di sopra della % di C di circa lo 0,50 non aumenta a prescindere da qualsiasi aumento di C nella struttura.
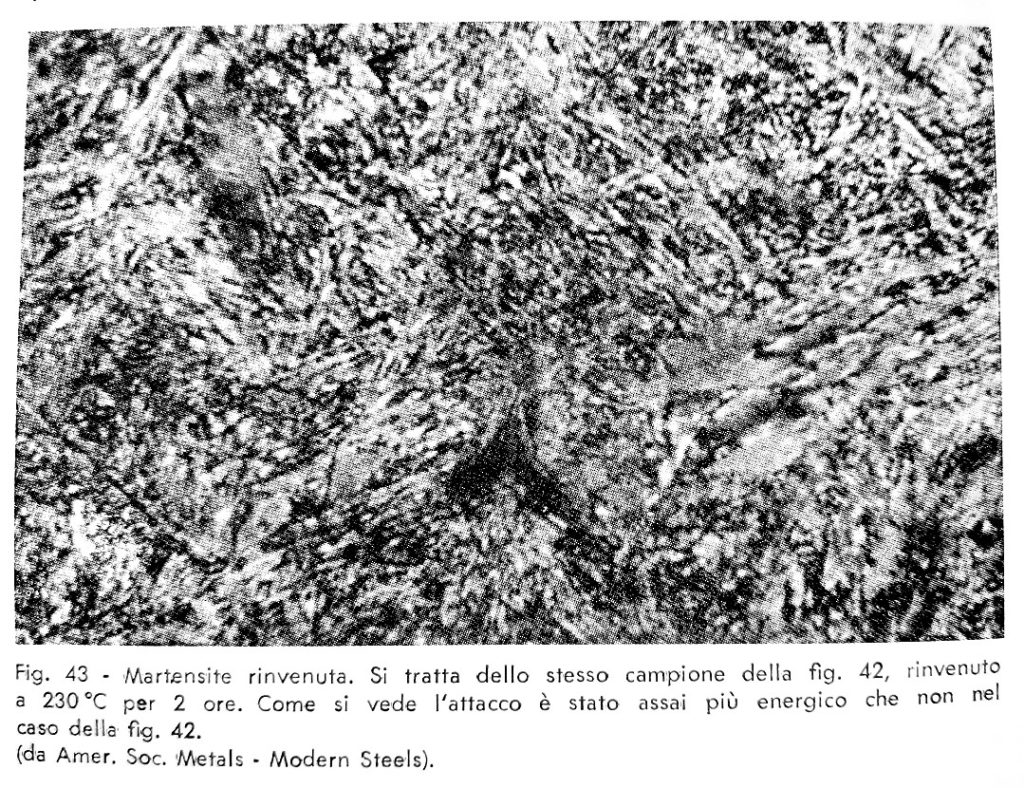
Martensite rinvenuta:
Aggregato di ferrite e particelle di cementite o carburi complessi ottenuto mediante il rinvenimento di una struttura martensitica e che conserva ancora tracce della morfologia aciculare della martensite. La martensite rinvenuta a basse temperature (trattamento di distensione) conserva il reticolo tetragonale e ha la durezza della martensite di tempra.
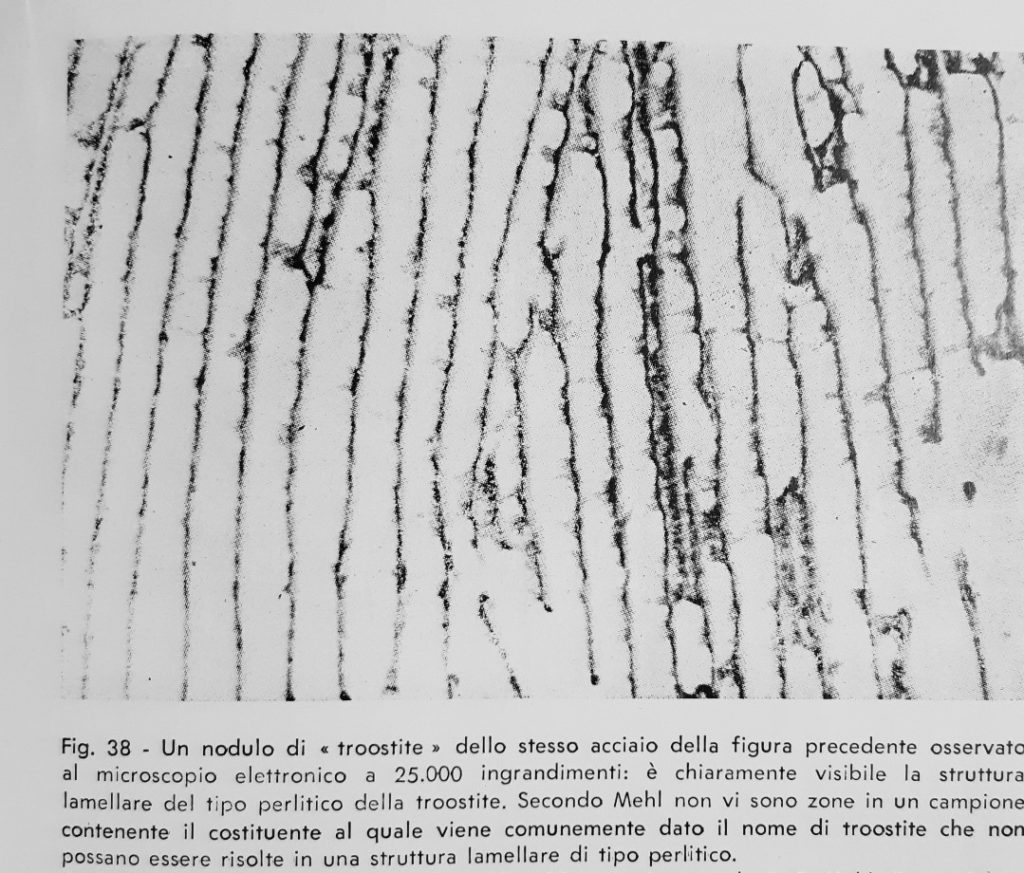
Troostite:
Aggregato lamellare di ferrite e cementite, spesso irresolvibile, che compare sotto forma di rosette nelle strutture degli acciai temprati con una velocità di raffreddamento appena inferiore a quella critica (è il caso degli acciai temprati in acqua). In generale poi la troostite si presenta insieme alla martensite, anzi, la differenziazione della troostite dagli altri prodotti lamellari perlitici, più che dalla finezza di suddivisione delle lamelle riposa sul fatto che la troostite, l’ultimo aggregato formatosi ancora per diffusione del C e del Fe, non si trova mai da sola, ma si accompagna sempre con altri prodotti in cui la trasformazione avviene senza diffusione (martensite) zona dello habuchi.
Le materie prime:
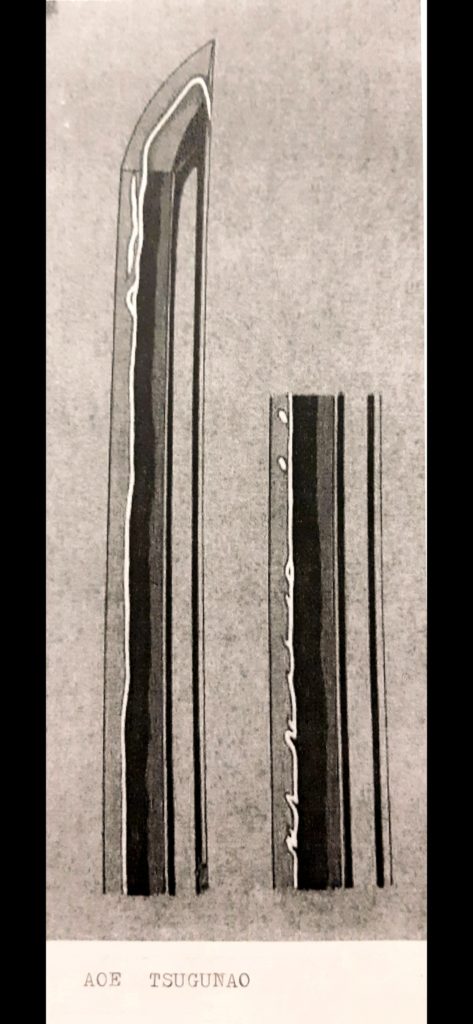
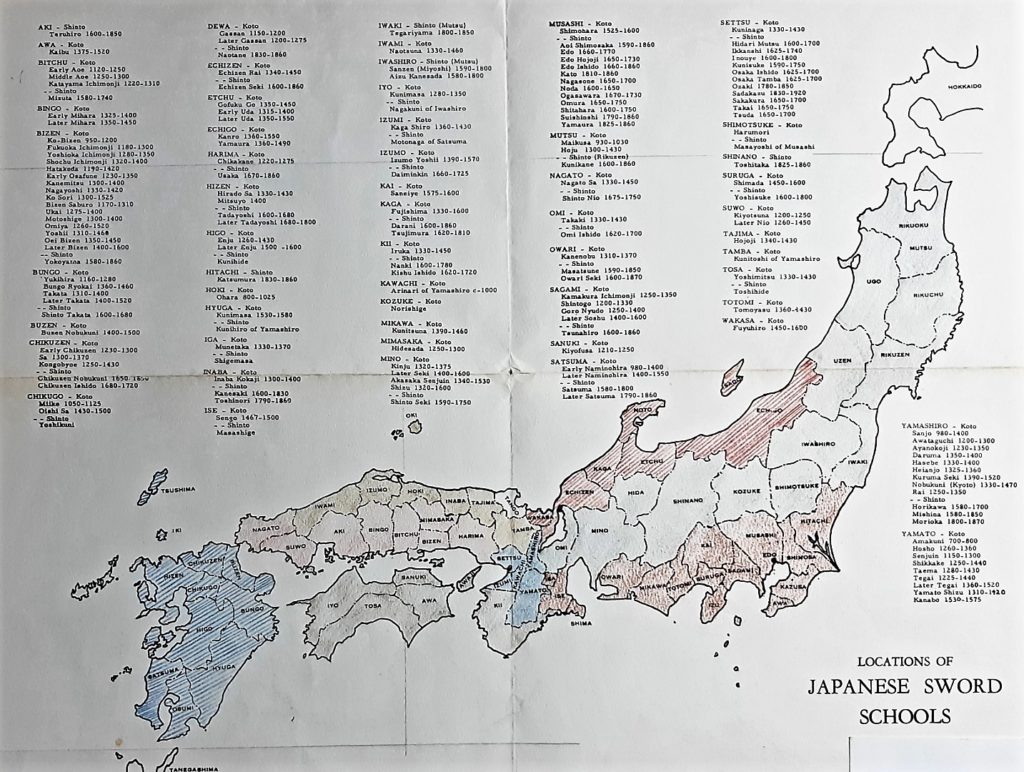
Ho preso in considerazione solo le aree più importanti relative ai periodi Kamakura e Nanbokucho e alle Scuole Ichimonji, Ko Bizen. Ko Osafune e Aoe, quindi agli utsuri in midare, jifu e dan.
Le sabbie: sabbie ferrose acide con piccole tracce di molibdeno (che come si sa aumenta la penetrazione degli effetti della tempra negli acciai formando carburi complessi, duri e stabili). Tali sabbie provenivano dal fiume Asahi per la Scuola Fukuoka Ichimonji, dal fiume Yoshii per la zona di Osafune e il fiume Takahashi per la Scuola Aoe, una fortunatissima coincidenza che, mi pare ovvio, abbia portato un acciaio da tatara di livello superlativo.
L’argilla: l’argilla dell’area Imbe, di consistenza viscosa e di colore rosso bruno, si indurisce alle alte temperature (da raggiungere gradualmente), ha un alto tenore di Fe, di cenere fusa e materie organiche. Non ultimo possiede notevoli qualità plastiche.
La forgiatura:
Solo brevissime note: le lame antiche hanno in generale struttura shihozume; pare non facessero molte piegature e considerata l’opera anche sotto il punto di vista religioso mi farebbe pensare al numero 7 (il no. della completezza buddista) o al no. 8 (quello dell’equilibrio cosmico) ma non si sa. Quello di cui si è ragionevolmente certi è che la prima piegatura sottrae lo 0,30% di C e le successive lo 0,03%.
Tuttavia anche considerando che kawagane e shingane subiscono un no. di piegature diverse appare arduo esprimere opinioni anche se pare che 12 per lo shingane e 18 per il kawagane possano risultare probabili. Chiaro che nel corso dell’opera il forgiatore aggiusta il tenore di C tramite fasci di paglia o rametti.
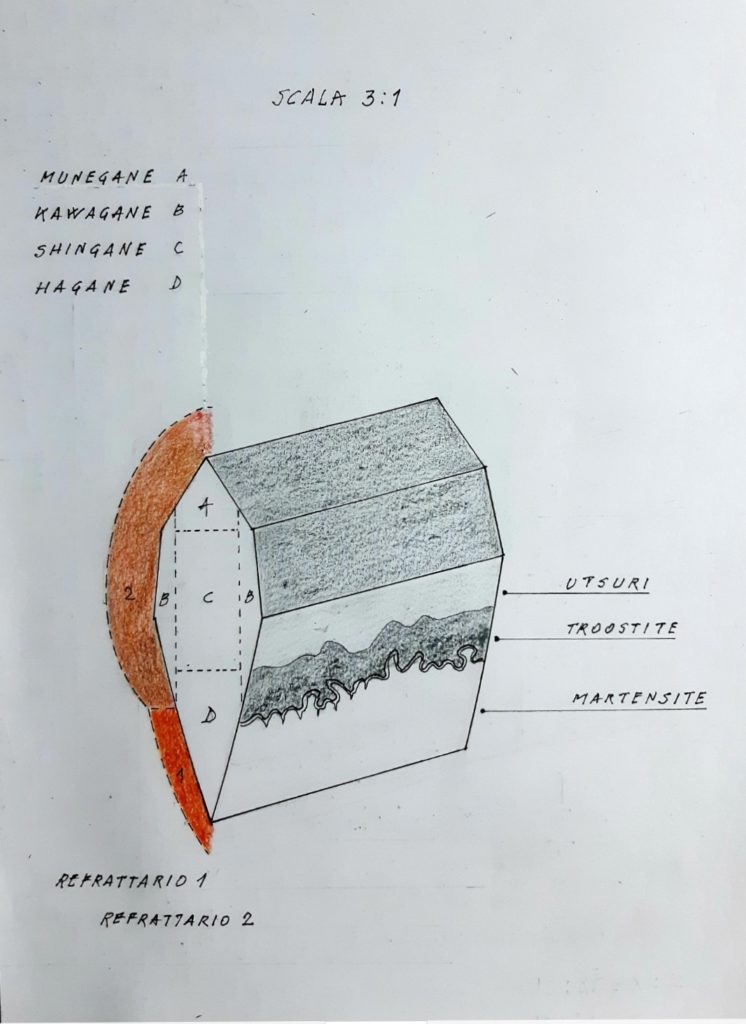
Riscaldamento:
Il forgiatore, dopo avere ricoperto di refrattario o refrattari con diversi spessori la barra di acciaio, circa 2 mm nell’area dell’hamon e 5-6 mm nell’area superiore, disegna il motivo dell’hamon stesso, (ma mi chiedo, considerato che le antiche Scuole ottenevano il midare/jifu e dan utsuri anche nelle lame in suguha, forse disegnavano pure lo stesso motivo nella zona prevista per l’utsuri ?) poi la mette nella fornace. A partire dai 723°C si forma l’austenite per un acciaio allo 0,80% di C e la scala dei colori è data da: rosso ciliegia scuro 700°, rosso ciliegia 770°, rosso arancione 810°, rosso acceso 840°, rosso chiaro 870°, arancione 930°C.
Raffreddamento:
I tempi in cui il colore prescelto deve mantenersi nelle varie zone (yakiba, jihada, shinogi-ji e mune) viene stabilito dal forgiatore così come la temperatura, a questo punto inizia il momento critico, quello dello yaki-ire ove la futura spada viene immersa nel liquido refrigerante (non si sa con quali additivi -carbonati, borati, soda caustica- o a quale temperatura). Dopo 7-8 secondi se tutto si è svolto come da previsioni la lama è pronta per la prima forbitura, ha preso una buona tempra e non ha subito crepe o difetti evidenti. C’è un’ultima cosa da considerare, cioè la recalescenza che a mio modesto avviso, ha un ruolo importante circa l’utsuri. Questo fenomeno risulta da una risalita di temperatura dovuta alla emissione di calore che accompagna la trasformazione dell’austenite nel corso del raffreddamento. Quale potrebbe esserne l’effetto? Che nella zona prevista per l’utsuri non si forma troostite bensì perlite quindi meno compatta e di conseguenza più tenera.
Foto tratte da un testo dell’Associazione Italiana di Metallurgia
Conclusioni:
Il prodigio dell’utsuri degli antichi maestri Bizen e Aoe resta un mistero, le loro opere sovrastano il concetto di artigianato accostandosi con forza all’arte e ad una percezione di sacralità che, forse, si è persa per sempre.